项目概括:
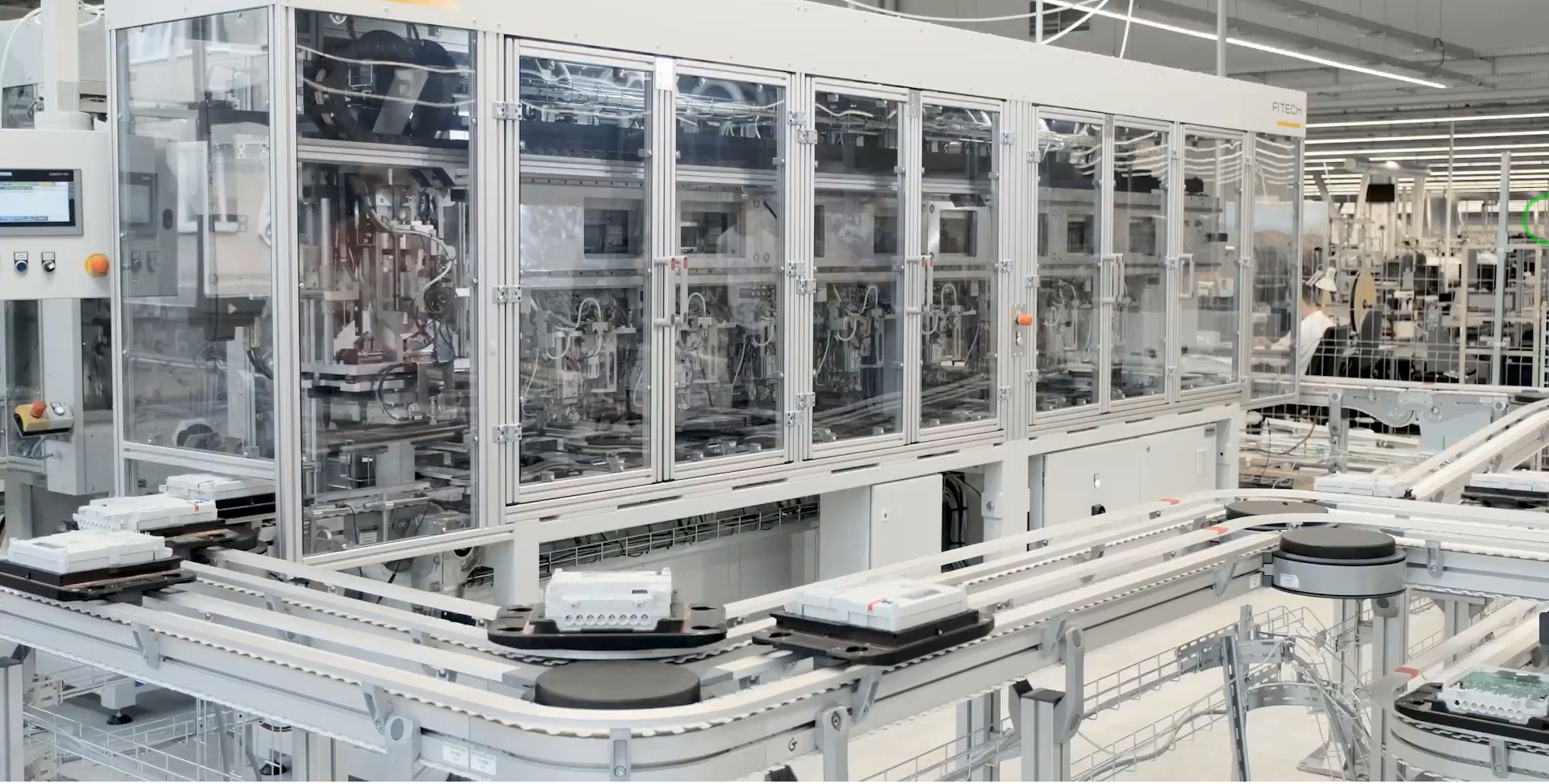
1、整线分为ABC三个托盘段;按装配工序段共分为23工序段;并另加LWR分线装配,共24工序段。A、B段包含:中框上料、装配、螺丝锁付及气密测试。C段包含:装配、涂布、FIPG固化、气密测试、绝缘测试、电特测试。
2、各段设备之间相互通讯,各加工设备上传加工信息及结果,由总控系统控制产品流向及再投入工序。
3、每个工序段为模块化设计,单台设备可以自动单机运行,也可以联机运行,总控由总控软件系统调配运行。
4、不良品排出与再投入流程:假设产品在B设备出现不良,则B段设备上传加工信息及结果,由总控程序控制后段设备不对此产品加工,强制通过,并在不良品流出线排出,人工介入处
理。
项目优势:
1、自动化改造之前整条线体人工有29人,改造后人工为6人,共优化23人,
2、生产效率较改造前提升22%,
3、生产节拍由改造前11S,改造后为8S优化28%,且生产环境有明显的改善。